

Z形臂是起重机上的重要零件之一,在服役过程中起支撑作用,由于Z形臂形状较为特殊且要承受较大的工作应力,因此要求较高的产品质量。根据技术要求,Z形臂采用ZG35SiMn2MoV钢生产,要求不能有缩孔、缩松、气孔等常见的铸造缺陷。某型号起重机装配后,在进行第一次30%全载荷试吊时出现了故障,经检查,发现Z形臂端部开裂,带来各种损失,因此进行失效分析并予以改进。
1 失效概况
图1为开裂Z形臂的轮廓形貌及断裂位置。Z形臂长度约400 mm,两端均有铸造成的Ф65 mm的圆孔,中部是连接两个圆孔的加强筋,该处的截面形状两边厚中间薄,整个工件外表面喷涂油漆。图1b为 Z形臂圆孔部位的裂纹形貌,裂纹长度约为55 mm,裂纹从左到右贯穿圆孔轴向的孔壁。孔内壁的裂纹形貌见图1c,孔壁厚为8 mm,该裂纹和外部裂纹相对应,从外向内完全贯穿圆孔径向的孔壁,内壁经过机械加工显得光亮。用锯床在裂纹两侧切割,从基体上取下断口并做超声波乙醇清洗,断口的宏观形貌见图1d,裂纹完全割裂了8 mm的孔壁,断口的一侧凸起,另一侧凹陷,且断裂面上较为光滑,整体呈暗灰色,有大小不等的凹坑,没有明显的裂纹源和撕裂痕迹,也没有表示疲劳特征的贝纹线,这也和Z形臂在没有服役的条件下断裂的实际工况相对应。




图 1 Z形臂裂纹的开裂位置及断口形貌
(a) Z形臂轮廓 (b)外部裂纹形态 (c)内壁裂纹形态 (d)断口形貌
2 试验检测
2.1 化学成分检测
Z形臂的材料是ZG35SiMn2MoV钢,具有多种合金元素,在靠近断口的位置取光谱试样,用EDX8300H真空光谱仪测试化学成分,结果见表1,符合要求。
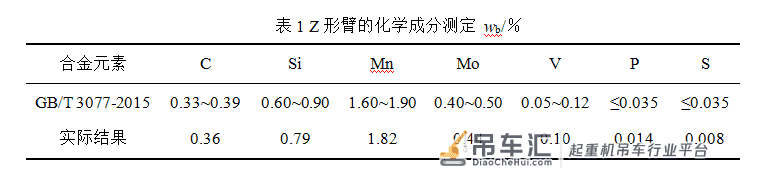
表1 Z形臂的化学成分测定 wb/%
2.2 力学性能检测
由于Z形臂形状特殊,其拉伸试棒只能在中部加强筋处制备,受形状限制,拉伸试棒用L0=5d0的短试样,d0=Φ5 mm,k=5.65。用CTM9200万能材料试验机进行拉伸性能测试;在靠近断口处取硬度试样并用XHB-3000硬度计测量,检测结果见表2。ZG35SiMn2MoV钢是高级调质钢,多元素的复合强化效应保证了优异的力学性能,检测结果均满足技术要求。
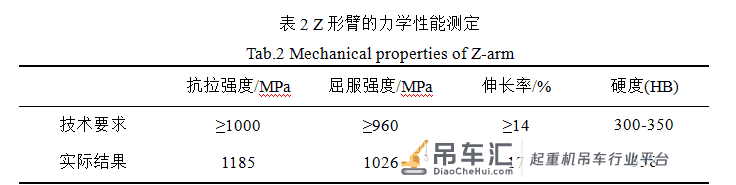
表2 Z形臂的力学性能测定
2.3 显微组织检验
Z形臂的生产过程是铸造→粗车→热处理调质→精车→检验→入库,调质工艺为:840860 ℃加热保温
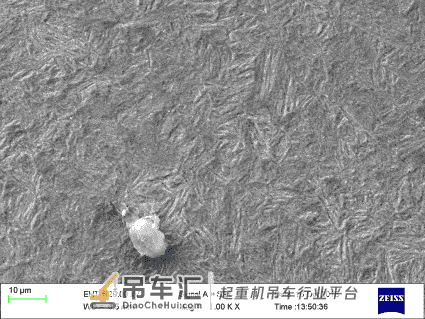
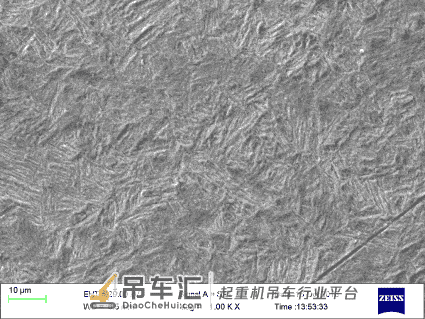
图 2 失效件不同位置的显微组织(a)正常位置 (a)断口位置
120 min油冷淬火,在580610 ℃保温180 min回火空冷。在断口附近和中部加强筋位置取样,抛光并在5%的硝酸酒精下浸蚀,在EVO18扫描电镜下观察显微组织。图2为不同位置的组织形貌,白色的碳化物呈点状或短棒状从基体中析出,两个位置的显微组织没有明显区别,符合回火索氏体的特征,说明调质工艺无异常。
2.4 断口的形貌及能谱分析
用蔡司EVO18电镜对图1d中的开裂断口进行扫描,见图3。从图3a可看出,断口上有较多的光亮区、气孔、缩孔,还有部分撕裂区,光亮区有较多微小的凸起,且周围有明显的边界,断口上还可看到较多的缩孔,缩孔的内壁比较粗糙。图3b为撕裂区的微观形貌,这是明显的等轴形韧窝(微孔),是受拉应力断开的结果[2]。图3c为光亮区的微观形貌,可看到较多的横截面近似呈六角形的凸起,这是胞状晶和树枝晶的典型特征,是金属最后凝固的标识。图3d为气孔的微观形貌,铸造过程中产生的气体由于对液体金属造成挤压,形成了近似椭圆形的凹坑,其内壁比较光滑、平缓、圆润,无撕裂棱。图3e为凹坑位置的背散射电子像,较明亮的部分是基体,该区域有较多铁元素,右上侧较暗灰的部分是凹坑的位置,凹坑内有较多的氧元素,这可能是形成气孔时候温度较高,气孔内壁被氧化形成氧化皮的缘故。图3f为图3e中微观形貌的化学元素能谱图,只有常见的Fe、Mn、O、Mo、Si等元素,没有其他杂质元素[3]。
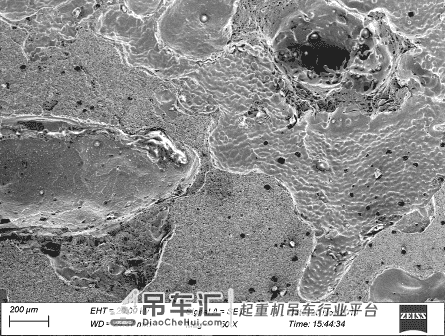
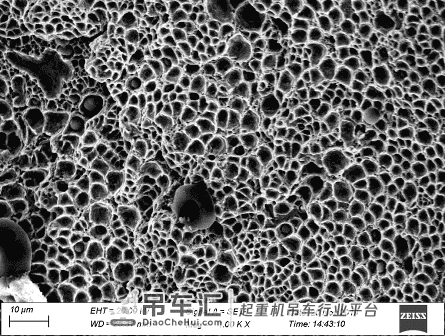
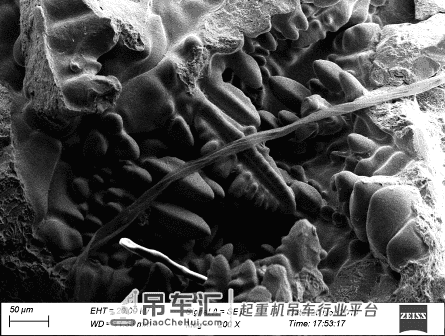
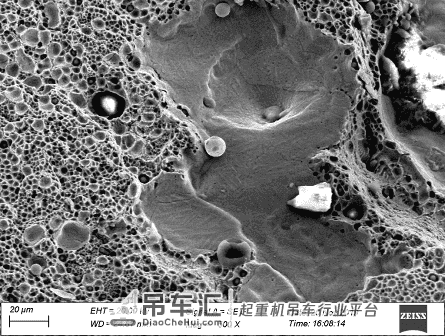
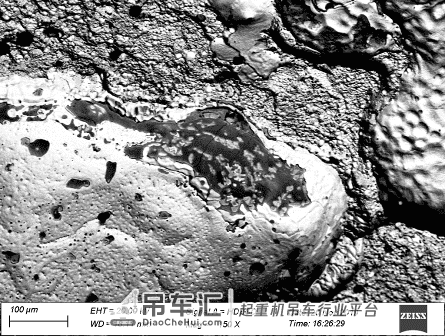
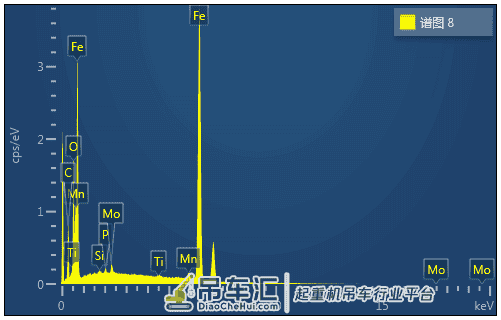
图 3 断裂面的微观形貌
(a) 断裂面微观形貌 (b)撕裂区形貌 (c)光亮区形貌 (d)气孔处形貌 (d)气孔处背散射电子像 (f) 气孔处的能谱
3 分析与讨论
对Z形臂进行了理化检测及断口分析,认为造成断裂的主要原因是断口处存在冷隔,主要原因是:①断口的撕裂区占整个断口的比例为20 %30 %,这部分区域是Z形臂断裂的时候撕裂的,两个断裂面在铸造时并没有完全融合,相当于减少了承载面积,在同样外力的作用下,少部分的融合区会有较大的应力集中,从而超过材料的抗拉强度导致断裂。②断口上的气孔和缩孔所占断口的比例约为10 %20 %,形成气孔的主要原因是液体凝固时,气体溶解度降低,由于凝固速度较快导致气体来不及逸出形成孔洞;另外,该处是环绕孔芯的两股液流汇聚的位置,该位置的气体不易排出,必然造成气体、夹渣的集聚;断口上的缩孔较小且成点状分布,并未彼此连接成片,说明缩孔的形成主要来自于胞状晶和树枝晶之间的晶间孔洞,也进一步表明是在温度较低时发生的凝固。③断口的光亮区域占整个断口的比例为50 %60 %,其微观形貌是较多的胞状晶和树枝晶;金属液浇注时,其前端由于温度较低会首先凝固,这会导致液-固界面的温度梯度减小和凝固速度增加,从而促进液-固界面上的晶粒以胞状和树枝状的方式向液体内部生长[4-5]。由于温度过低,晶粒未长大就转变成固态,其晶粒生长的凸起形貌也得以保留,导致Z形臂孔两侧的金属未完全融合,形成冷隔缺陷,在受到外力时产生应力集中而开裂,这是在较小的外力下开裂且微观有较多胞状晶的主要原因。
据分析可知,冷隔是导致Z形臂开裂的主要原因,经查验生产记录,发现失效件是钢包最后浇注的零件,此时钢液的温度低,流动性差,在凝固过程中形成了冷隔缺陷[6],其次,该位置由于缺少相应的冒口,导致金属液前端的气体不易排出,也会造成气体的聚集。采取的预防措施第一是限定钢包内钢水的浇注时间,测量浇注末期钢水的温度,由此避免冷隔缺陷的产生;另外在裂纹处设置冒口,使产生的气体及时排出到型腔外部,并对该处进行有效补缩,达到了满意的效果。
4 结论
(1)对开裂的Z形臂进行分析,其微观形貌可分为两部分,光亮区有较多的树枝晶和胞状晶以及气孔和缩孔,撕裂区有较多的韧窝,这是铸造过程中的冷隔缺陷;经理化检验,其金相、硬度、成分均满足技术要求。
(2)冷隔缺陷导致接触面积减小,在受到外力时产生了应力集中,是导致早期开裂的主要原因。经过采取限定浇注时间和测量浇注时钢水温度等措施,达到了满意的浇注效果,再未发生过类似的质量缺陷。
文章来源:《特种铸造及有色合金》2020年第7期,第一作者 曹新民

来源:特铸杂志
声明:本站部分文章及图片转载于互联网,内容版权归原作者所有,如本站任何资料有侵权请您尽早请联系jinwei@zod.com.cn进行处理,非常感谢!






