赵伟哲 王京伟
纽科伦(新乡)起重机有限公司 长垣 453400
摘 要:文中研制了专用于单梁起重机端梁U 形槽的成型设备,该设备操作简单,自动化程度高,满足了U 形槽的批量化生产。通过卷扬式牵引小车实现了零件的自动上下料,将零件存料、输送、压弯、码垛四个工位紧密衔接,形成流水作业。具有自动复位功能的可移动成型下模使零件自动对中,保证成型的一致性,便于实现端梁的互换性生产。该设备的研制及投入使用大幅度提高了U 形槽端梁的生产效率,降低了劳动强度,具有较高的推广价值。
关键词:单梁起重机;U 形槽;成型;自动上下料;复位;批量化
中图分类号:TH211+.3 文献标识码:B 文章编号:1001-0785(2020)23-0076-04
0 引言
随着经济的高速发展,单梁起重机作为一种轻小型的起重机械,配和电动葫芦越来越广泛的应用于工厂、仓库、料仓等不同场合吊装货物,大幅度提升了生产效率和降低了劳动强度,因此单梁起重机的需求量日益增大。
端梁是单梁起重机重要的组成部分,端梁的设计多采用U 形槽结构,由U 形槽、下盖板、筋板组成箱型梁。目前,U 形槽的生产方式主要采用压力机冷压成型,各生产厂家压力机形式不一,多为单件生产模式,自动化程度低,生产不连续,效率较低,且U 形槽质量一致性难以保证,产能无法满足国内外市场日益增长的需求。为此,研发单梁起重机端梁U 形槽成型的专用设备很有必要。文中针对U 形槽生产现状,以提升自动化程度、保证产品质量为出发点,研制了U 形槽专用成型设备。
1 设备整体方案概述
1.1 U 形槽截面
为满足强度的需要,不同跨度、吨位的起重机,U形槽的高度H、宽度B 有所不同。U 型槽两侧高度的高低差也是影响端梁互换性的重要因素,如图1 所示。
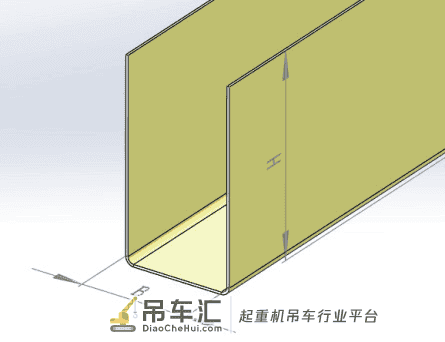
图1 U 形槽截面
1.2 方案概述
U 形槽成型设备主要由主体钢架、压弯动力系统、成型上下模、自动上下料牵引小车等分组成。如图2所示。
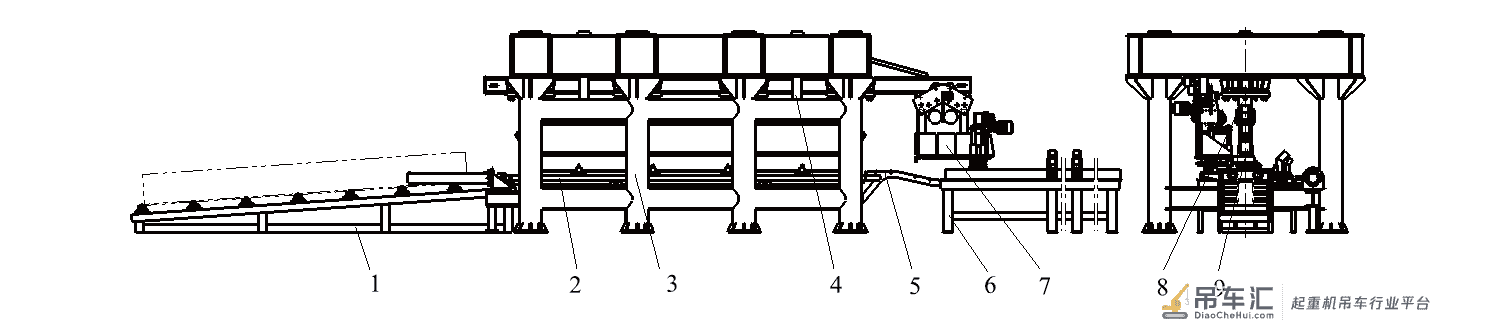
1. 后码垛架 2. 成型下模 3. 主体钢架 4. 升降导柱 5. 前输送架 6. 存料架 7. 自动上下料牵引小车 8. 压弯动力系统 9. 成型上模
图2 U 形槽成型设备总体结构图
该设备以主体钢架为载体,连接前输送架和后码垛架,存料架又和前输送架连接,依次设置存料、输送、压弯、码垛等4 个工位。压弯动力系统安装在主体钢架上,成型上模和动力系统的液压缸铰接,上模和主体钢架之间设置两根升降导柱,下模在动力系统的作用下,以导柱为导向,向下运动,配合成型下模完成U 形槽的精准压弯成型。存料架用于U 形槽压弯前的存料,一次可存放数十个,满足批量连续生产的需要。从存料到码垛整个过程中零件的移位依靠牵引小车自动操作,形成了存料- 输送- 压弯- 码垛的自动化流水生产,生产效率高。
具体工作过程:启动牵引小车运行至存料架,牵引小车带动工件运行至成型上下模之间,两侧下模向内移动,自动对中零件压弯动力系统启动,上模下移进行压弯成型。成型后上模上移至原位,两侧下模向外移动至原位,脱离工件,牵引小车带动下一工件至上下模之间,同时将成型后的上一U 形槽推至后码垛架进行码垛。重复上述动作,即可完成U 形槽的连续自动化生产。
2 关键问题研究与分析
2.1 满足压弯力的需求
U 形槽成型上、下模压弯吻合过程是一个自由弯曲的过程,所需自由弯曲力
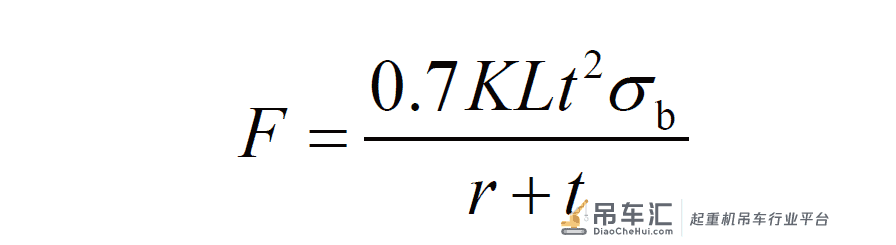
式中:U 形板厚t =6 mm,长度L=5 000 mm,圆角半径r =12 mm,U 形槽材料多为Q235B,其抗拉强度σb=375 500 MPa,取安全系数K=1.3,所需最大自由弯曲力F=455 kN。
该设备压弯动力系统以液压为动力,液压缸为元件,选择液压缸直径为320 mm,在公称压力为16 MPa 时,推力为128 kN,该设备设置4 个液压缸,同步动作推力可达512 MPa,满足压弯力的需求。
2.2 基于SolidWorks 的仿真分析
主体钢架是整个成型设备的载体,起到连接其余各部件的作用,故在设计中满足钢架强度和刚度要求至关重要。主体钢架为桥式结构,主要分为立柱、上横梁两部分。利用SolidWorks 中的Simulation 模块可以精确模拟钢架的受力情况。以立柱截面、上横梁宽度和高度为参数变量,反复计算,在满足使用要求的前提下,达到结构最优、消耗钢材最少的目的。优化后钢架最大应力为198 MPa,小于材料的许用应力230 MPa,最大变形为1.75 mm,小于跨度2 000 mm(两侧立柱的中心距)的1/1 000,从而满足刚度和强度的要求。如图3 所示。
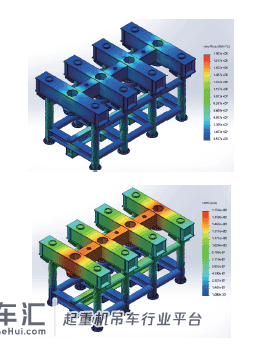
图3 主体钢架受力计算结果
2.3 具有自动复位功能的可移动下模设计
常见的压弯模具均为固定式结构,若该设备采用固定下模,仅可以适应同一宽度U 形槽的制作,在成型后,零件和下模在摩擦力的作用下有些许的胶合,再加上U形槽本身的回弹作用,使U 形槽和压辊之间产生一定的挤压力,卸料困难。因此,设计一套具有自动复位功能的可移动下模。如图4、图5 所示。
该下模主要由液压缸、导向板、导向辊、导向辊安装座、复位装置、压辊、顶杆装置各部分组成。导向板外形为阶梯斜坡形,左侧安装液压缸,垂直侧与顶杆装置接触,顶杆装置中顶杆以滑键为导向,在滑座中可进行移动。复位装置由拉伸弹簧、弹簧安装座、螺母座、调整螺杆各零部件组成,螺母座固定不动,安装座利用螺栓安装在压辊上。
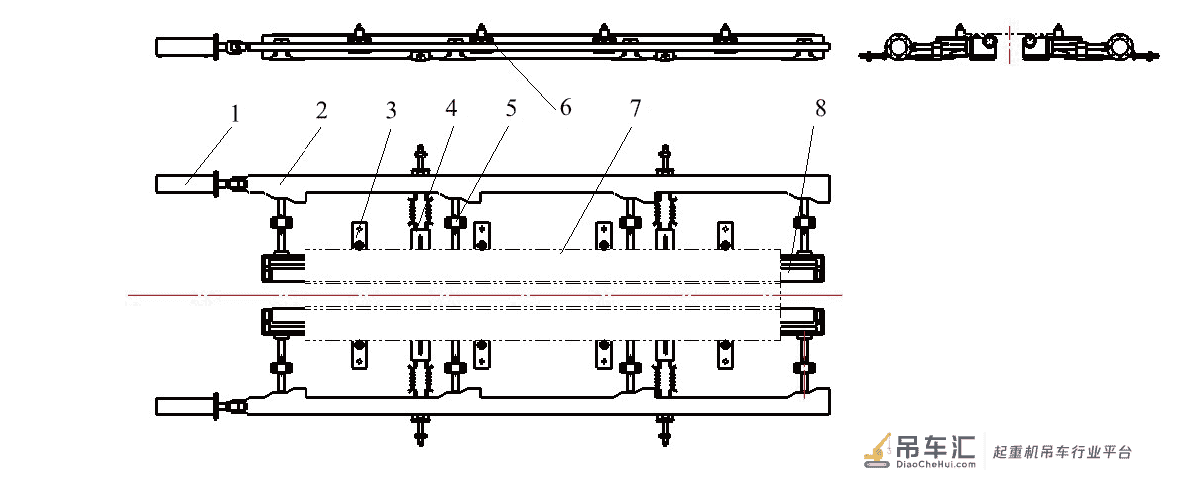
1. 液压缸 2. 导向板 3. 导向辊安装座 4. 复位装置 5. 顶杆装置 6. 导向辊 7.U 形槽展开状态 8. 压辊装配
图4 可移动下模结构示意图
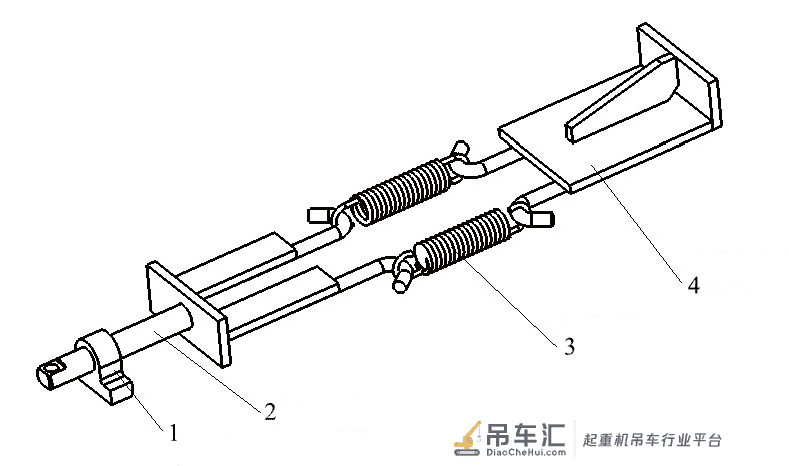
1. 螺母座 2. 调整螺杆 3. 拉伸弹簧 4. 弹簧安装座
图5 复位装置示意图
当液压缸活塞杆收回时,拉动导向板向左移动,导向板上的阶梯将向左方向的运动转化为沿顶杆方向的运动,顶杆推动压辊向内移动,同时压辊拉动复位装置使弹簧处于拉伸状态,产生一定的拉力。两侧液压缸的同步动作使两侧压辊同时向内移动,安装在压辊上的导向辊使零件自动居中,满足压弯要求。
当压槽机上模向下运动完成压弯后,液压缸活塞杆做伸出动作,压辊在拉伸弹簧拉力的作用下回到原位,实现自动复位功能,便于U 形槽成型后的卸料操作。复位装置上设置调整螺杆,旋转螺杆可调整拉伸弹簧的初始拉力,便于调整下模复位所需要的拉力大小。
2.4 自动上下料牵引小车的设计
牵引小车由运行跑车装置、运行驱动装置、连接架、升降驱动装置、导向装置和电磁吸盘各部分组成。安装在主体钢架上,以钢架上的工字钢为运行轨道做往复运动。实现U 形槽从存料、输送、成型到码垛整个过程的自动化。如图6 所示。
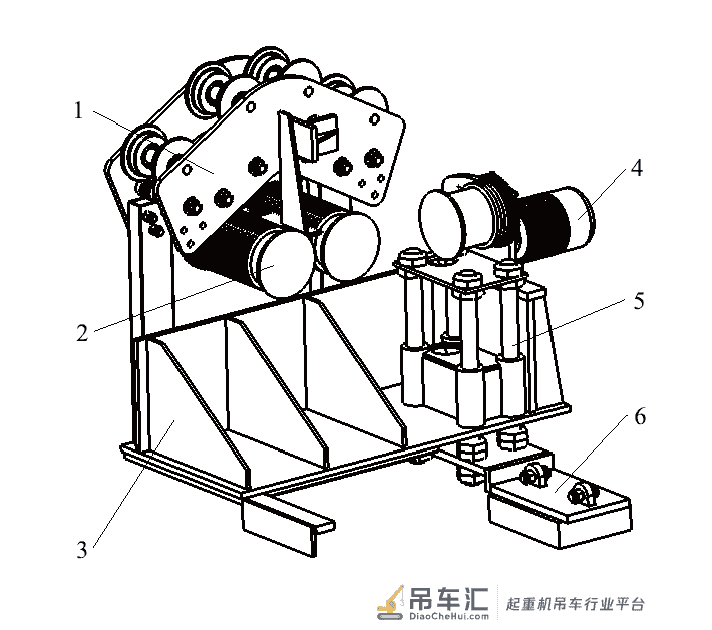
1. 运行跑车装置 2. 运行驱动装置 3. 连接架4. 升降驱动装置 5. 导向装置 6. 电磁吸盘
图6 牵引小车结构示意图
运行驱动装置上设置一套运行电机和两个卷筒,卷筒上缠绕钢丝绳,钢丝绳出绳端分别固定在主体钢架的两侧。电机齿轮输出轴啮合卷筒上的齿轮,使两个卷筒同向旋转运动,达到钢丝绳一松一紧的目的。升降驱动装置设置一套升降电机和一个卷筒,电机输出轴带动卷筒旋转,从而带动电磁吸盘沿着导向装置上下移动。当牵引小车处于存料区时,电磁吸盘下降,接触工件后吸盘通电,吸附工件,自动上料。驱动装置顺时针旋转,右侧卷筒钢丝绳松开,左侧卷筒收紧,在左侧钢丝绳的反作用力下,牵引小车向左运动至上下模中间,电磁吸盘断电,自动落料,同时连接架上的推板将上一成型后的U 形槽送至码垛工位。然后驱动装置逆时针旋转,右侧卷筒钢丝绳收紧,左侧卷筒松开,牵引小车移动至存料处,等待下一循环动作。整个过程采用PLC控制,牵引小车自动进行上下料,不需人工干预,生产效率高,实现批量化生产。
3 结束语
该U 形槽成型设备将零件的上料、压弯成型、下料形成了流水作业,自动化程度高,适用品种多,实现了适合单梁起重机端梁U 形槽的批量化生产,大幅度提高了产品的生产效率,降低了劳动强度,生产的U 形槽成型一致,为整个单梁产品的互换奠定了基础,值得大力推广。
参考文献
[1] 机械设计手册编写组. 机械设计手册[M]. 北京:化学工业出版社,2008.
[2] 中国模具设计大典编写组. 中国模具设计设计大典. 第3 卷[M]. 南昌:江西科学技术出版社,2003.
[3] 刘常. 基于ANSYS 的工程机械钢结构优化设计分析[J].中国机械, 2014(9):210.
来源:起重运输机械
声明:本站部分文章及图片转载于互联网,内容版权归原作者所有,如本站任何资料有侵权请您尽早请联系jinwei@zod.com.cn进行处理,非常感谢!